Professional Fertilizer Equipment, Straw Processing Equipment, Waste Processing Equipment and Mining Equipment Manufacturer.
Contact Info
Apartemen Neo Soho Lantai 10 Unit 10, Jl. Letjan S parman kav.28, Kel. Tanjung Duren Selatan Kec.
Professional Fertilizer Equipment, Straw Processing Equipment, Waste Processing Equipment and Mining Equipment Manufacturer.
Apartemen Neo Soho Lantai 10 Unit 10, Jl. Letjan S parman kav.28, Kel. Tanjung Duren Selatan Kec.
Fertilizer equipment refers to the collective term for professional machinery and devices used throughout the entire process of fertilizer production. Its function is to convert raw materials into various types of fertilizers.
As a leading manufacturer of fertilizer production solutions, we are dedicated to the R&D and production of high-performance, eco-friendly equipment, helping customers efficiently convert raw materials into high-quality fertilizers. Our company holds ISO 9001 quality certification and CE certification, with products exported to over 40 countries. We serve a wide range of clients, including small-scale farmers, medium-sized fertilizer plants, and large chemical enterprises. The following is a detailed introduction to our core equipment, covering its features, application scenarios, pricing system, and why we are your trustworthy supplier.
Our equipment is developed with customer needs at the core, integrating advanced technology, durability, and cost-effectiveness to maximize your production value:
High Efficiency & Energy Savings: Equipped with independently developed high-torque motors and optimized production processes, our equipment boosts output while reducing energy consumption by 15% compared to industry standards. For example, our medium-sized compound fertilizer production line can process 6-12 tons of raw materials per hour (20% higher than similar products) and reduces electricity consumption by 8 kWh per ton of product.
Multifunctional in One Machine: A single production line can handle organic raw materials (livestock manure, crop straw, food waste) to produce organic fertilizers, and also process chemical raw materials (urea, phosphate rock, potassium chloride) to manufacture inorganic fertilizers or compound fertilizers. We also provide modular add-on components (e.g., trace element mixing modules) to support the production of specialized fertilizers—no need for additional investment in separate equipment.
Industry-Leading Environmental Compliance: Our patented sealed fermentation tanks prevent odor leakage and convert 90% of waste gas into usable biogas. The integrated dust removal systems (equipped with HEPA filters) and wastewater recycling devices comply with EU ECOCERT certification and US EPA standards, helping you avoid environmental fines and build a green brand.
Long-Lasting Durability: Core components (granulator rollers, crusher blades) are made of wear-resistant manganese steel
Our equipment can adapt to various production needs, from small workshops to large factories:
Small-Scale Organic Fertilizer Production: Our compact organic fertilizer composters are suitable for small farms or individual farmers, with a daily output of 150-600 kg. They can convert chicken manure or straw into fertilizer in 7-10 days, perfectly meeting the fertilizer supply needs of local vegetable gardens and orchards.
Medium-Scale Inorganic/Compound Fertilizer Production: With a daily output of 12-30 tons, our production lines (including mixing, granulation, drying, and cooling units) are widely used by regional-level fertilizer enterprises to produce nitrogen-phosphorus-potassium (NPK) compound fertilizers, supplying the cultivation of crops such as wheat, rice, and corn.
Specialized Fertilizer Production: We can customize production lines for segmented needs—for instance, producing slow-release fertilizers for golf courses (reducing the annual fertilization frequency from 8 times to 3 times) and trace element fertilizers (containing calcium, magnesium, boron) for greenhouse tomato and pepper cultivation.
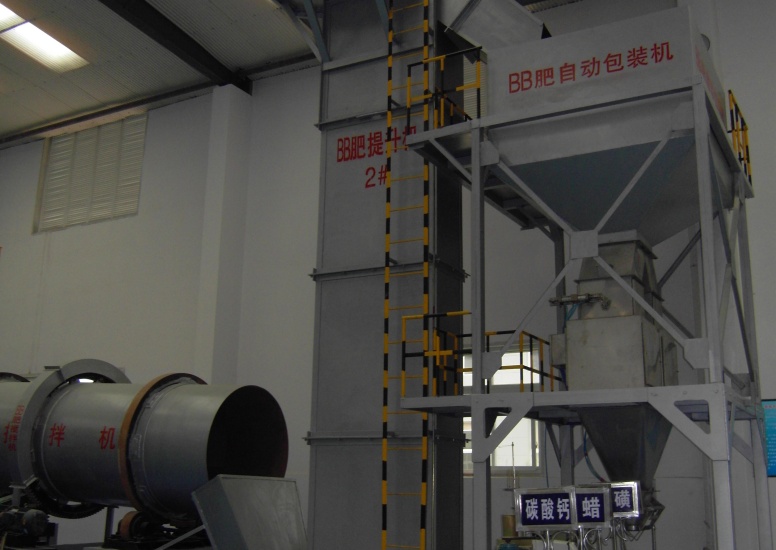
Large-Scale Industrial Production: Our fully automated packaging production lines (with a daily output of 50-120 tons) are used by leading fertilizer brands in Southeast Asia and Africa to meet regional agricultural needs.
We adopt transparent pricing with no hidden costs, and our “factory-direct supply” model ensures you enjoy the best cost-effectiveness (20-30% lower than trading companies)
As a factory-direct supplier, we do more than just sell equipment—we provide end-to-end support to ensure the smooth progress of your production:
Professional Strength & Quality Assurance: We have a 15-person R&D team of engineers (all with over 10 years of industry experience) and a 5,000-square-meter production base. All equipment undergoes 3 rounds of quality inspections (raw material inspection, assembly inspection, 72-hour trial operation) before delivery.
Efficient & Comprehensive After-Sales Service:
Warranty Service: 1-year warranty for core components (motors, PLC systems); lifetime technical consultation (24/7 hotline + online customer service).
Customization Capability: We can customize equipment based on your raw materials (e.g., high-moisture manure, special mineral ores) and production goals (e.g., low-cost small-batch production, high-yield industrial production). Our team will provide free design proposals within 48 hours of receiving your requirements.
Customer Success Cases: We have cooperated with over 500 customers worldwide—for example, a farm in Kenya increased its fertilizer output by 40% after using our production line, and a chemical enterprise in Vietnam reduced waste by 25% by using our production line.
Whether you are a small-scale organic fertilizer entrepreneur just starting out or a large enterprise planning to expand production, we can provide you with suitable equipment and support. Contact us now to obtain free quotes and customized production plans—our team is ready to help you improve efficiency, reduce costs, and achieve business growth.