Professional Fertilizer Equipment, Straw Processing Equipment, Waste Processing Equipment and Mining Equipment Manufacturer.
Contact Info
Apartemen Neo Soho Lantai 10 Unit 10, Jl. Letjan S parman kav.28, Kel. Tanjung Duren Selatan Kec.
Professional Fertilizer Equipment, Straw Processing Equipment, Waste Processing Equipment and Mining Equipment Manufacturer.
Apartemen Neo Soho Lantai 10 Unit 10, Jl. Letjan S parman kav.28, Kel. Tanjung Duren Selatan Kec.
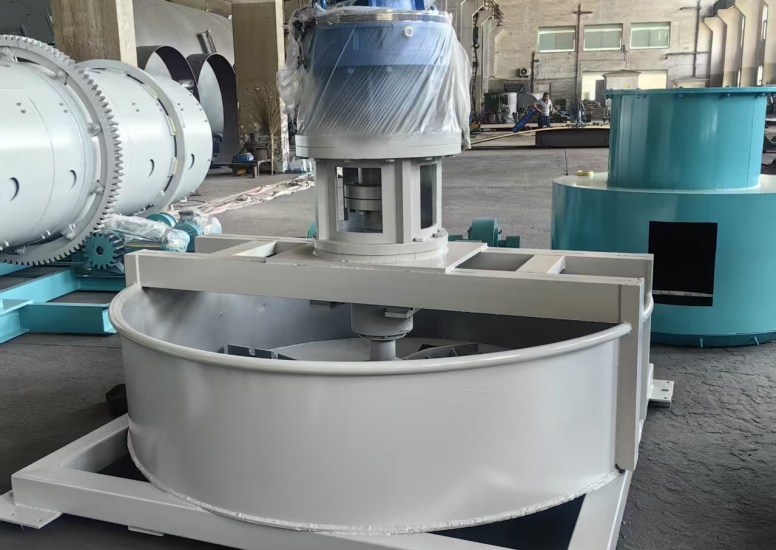
This equipment is widely used in the chemical, building materials, food, feed, fertilizer and other industries, meeting the requirements for uniform mixing and processing of various materials.
With “solving fertilizer mixing pain points, ensuring precise ratio & uniform nutrient” as the core goal, our fertilizer blenders integrate targeted technologies:
For raw materials with large physical differences (e.g., 3mm urea granules vs. 80-mesh phosphorus powder, 1.2g/cm³ potassium chloride vs. 0.6g/cm³ organic matter): Adopt “double-helix paddle + cross stirring” structure—helix blades drive materials to circulate vertically, while cross paddles break up agglomerates, achieving mixing uniformity ≥95% (vs. 80%-85% for ordinary blenders), complying with GB/T 15063 “Compound Fertilizers” nutrient uniformity requirements;For microbial agents (temperature-sensitive): Configure “low-speed mixing + cold air circulation” (mixing speed 15-30 rpm, air temperature 25-30℃), avoiding microbial inactivation (viable bacteria retention ≥95%) during mixing.
resisting corrosion from fertilizer raw materials, extending service life to 8-10 years;
Blades coated with wear-resistant ceramic (for high-hardness raw materials, e.g., mineral-based trace elements) reduce blade wear by 60% vs. ordinary stainless steel.
Add “bottom spiral discharge + variable-speed control”—discharge speed matches downstream packaging machine (0.5-20 tons/hour), avoiding nutrient stratification caused by rapid discharge;
Sloped mixing chamber bottom (no dead corners) + high-pressure air blowing ports—residue rate ≤0.5% (vs. 2%-3% for ordinary blenders), preventing cross-contamination between different fertilizer batches.
PLC system connects with upstream raw material storage and downstream packaging lines—automatically starting mixing when raw materials reach preset weight, and stopping when mixing is complete (realizing “unmanned continuous production”);
Energy-efficient motor (IE3 level) + optimized stirring structure (reducing material resistance) cut energy consumption by 18%-22% vs. ordinary blenders (critical for 24/7 large-scale production).
Our fertilizer blenders cover the core “raw material mixing” link of various fertilizer production lines, matching different fertilizer types:
Double-helix blenders (capacity 5-20 tons/hour) for NPK single fertilizers (urea, ammonium phosphate, potassium chloride)—ensuring nutrient uniformity ≥95%, avoiding “local high-nutrient” damage to crops;
Example: A 50,000-ton/year compound fertilizer plant uses our blender—product qualification rate (nutrient deviation ≤2%) increased from 88% to 99.5%, passing national quality spot checks.
Paddle-type blenders (with anti-stick blades) for mixing fermented organic matter (moisture 15%-20%) and inorganic fertilizer—preventing organic matter agglomeration, ensuring organic matter content meets GB/T 18877 “Organic-Inorganic Compound Fertilizers” (≥20%).
Low-speed blenders (15-25 rpm) for mixing organic carriers (peanut shell powder) and microbial agents—maintaining viable bacteria count ≥200 million/g (GB/T 23473 standard), suitable for high-value biological fertilizer production;
Example: A U.S. biological fertilizer enterprise uses our blender—viable bacteria retention rate reaches 97%, meeting EPA organic product certification requirements.
High-precision blenders (with micro-feeding hoppers) for adding trace elements (zinc sulfate, borax, 0.5%-2% of total weight) to basic fertilizer—avoiding uneven trace element distribution (which causes crop deficiency symptoms);
Example: A vegetable-specific fertilizer plant adds 1% boron to compound fertilizer—our blender ensures boron content deviation ≤0.05%, increasing vegetable yield by 12%.
Mini blenders (capacity 1-5 tons/hour) for small workshops (e.g., family farm self-use organic fertilizer);Continuous multi-chamber blenders (capacity 20-50 tons/hour) for large plants—supporting 24/7 continuous mixing, matching high-speed packaging lines.
Adopt “factory direct supply + fertilizer line customization” with no middlemen, cutting procurement costs by 18%-30% vs.
As a blender supplier specialized in fertilizer industry, we provide solutions tailored to production needs:
A 30,000-ton/year organic-inorganic compound fertilizer plant in China reduced product unqualified rate by 90% with our blender, annual cost savings of $120,000;
A Brazilian sugarcane fertilizer plant uses our high-precision blender to add silicon (1.5% content)—sugarcane lodging resistance increased by 40%, yield up 15%;
A European organic fertilizer enterprise adopted our low-speed blender—microbial viable count stabilized at 300 million/g, expanding to 5 EU countries.
Whether you need to produce compound fertilizer with precise NPK ratio, organic-inorganic compound fertilizer with stable organic matter content, or biological fertilizer with high viable bacteria count, we provide blenders that match your production line. Contact us for free raw material mixing tests (verifying uniformity and nutrient retention) and customized quotes—our team helps you improve product quality, reduce formula errors, and enhance market competitiveness.