Professional Fertilizer Equipment, Straw Processing Equipment, Waste Processing Equipment and Mining Equipment Manufacturer.
Contact Info
Apartemen Neo Soho Lantai 10 Unit 10, Jl. Letjan S parman kav.28, Kel. Tanjung Duren Selatan Kec.
Professional Fertilizer Equipment, Straw Processing Equipment, Waste Processing Equipment and Mining Equipment Manufacturer.
Apartemen Neo Soho Lantai 10 Unit 10, Jl. Letjan S parman kav.28, Kel. Tanjung Duren Selatan Kec.
High ingredient accuracy: Equipped with electronic weighing, volumetric measurement and other precise ingredient systems, it can accurately feed according to the preset proportions of nitrogen, phosphorus, potassium and trace elements, with a coefficient of variation usually ≤ 5%, ensuring consistent nutrient ratios for each batch of fertilizer.
Strong mixing uniformity: The core equipment (such as the double axis blade mixer) adopts a forced mixing design, and the materials are quickly cross mixed inside the machine to avoid local nutrient enrichment or deficiency, and the uniformity of the finished product meets agricultural production standards.
Flexible production process: can quickly switch raw material formulas, adapt to the nutritional needs of different crops (such as wheat, vegetables) and different soils, easily achieve customized production of specialized fertilizers and formula fertilizers, without the need for large-scale equipment modification.
Wide range of material adaptability: It can handle various forms of raw materials such as granular and powdered forms, such as urea, diammonium phosphate, potassium chloride and other single fertilizers. It can also add organic fertilizers, microbial agents and other auxiliary materials, with strong compatibility.
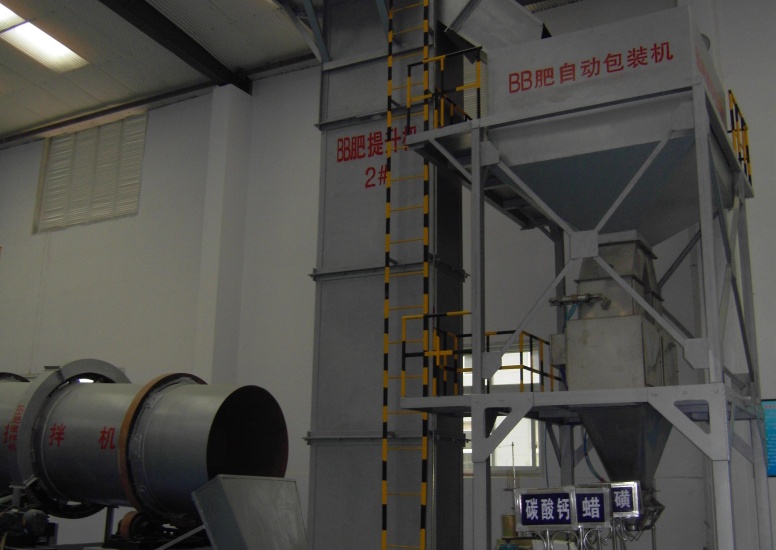
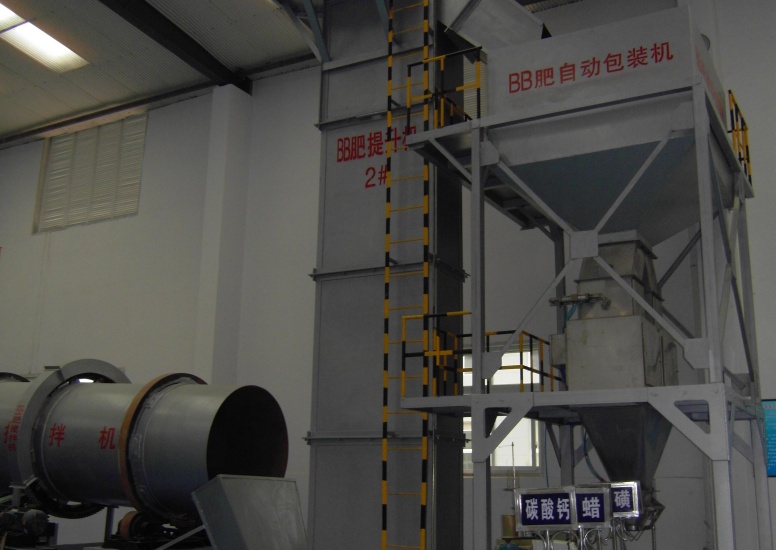
High degree of automation: The complete set of equipment integrates feeding, batching, mixing, packaging and other processes, and can be matched with a PLC control system to achieve automatic feeding, precise measurement, and continuous discharge, reducing manual intervention and improving production efficiency.
Balancing environmental protection and practicality: Some equipment is equipped with sealed structures and dust removal devices to reduce material dust and waste; At the same time, the structure is simple and easy to maintain, suitable for the production needs of small and medium-sized fertilizer plants and agricultural material enterprises.
The core working principle of BB fertilizer production equipment is “precise batching → efficient mixing → screening and packaging”. Through physical means, multiple raw materials are fused in proportion without any chemical reactions throughout the process, ensuring uniform and controllable nutrition of the finished product.
Core workflow
Raw material pretreatment and storage: Various single nutrient raw materials (such as urea, ammonium phosphate, potassium chloride) are first stored in dedicated silos. Some large raw materials need to be crushed by crushers and screened through vibrating screens to obtain qualified particles (or powders) of 2-4mm to avoid particle size differences affecting mixing uniformity.
Accurate metering of ingredients: The nutrition ratio is set through the PLC control system, and the feeding equipment at the bottom of the silo (screw conveyor, electromagnetic vibration feeder) delivers raw materials to the weighing equipment (electronic belt scale, weighing hopper) according to the preset flow rate. The weighing equipment provides real-time feedback on weight data and automatically stops feeding when the set value is reached, achieving precise proportioning of nitrogen, phosphorus, potassium, and trace elements.
Forced uniform mixing: The prepared raw materials are transported to the core equipment mixer (commonly known as a dual axis blade mixer), where the dual axes rotate in the opposite direction. The blades carry the animal materials for crossing, shearing, and rolling movements, achieving uniform mixing of the materials in a short period of time (usually 30-60 seconds) with a mixing coefficient of variation ≤ 5%, ensuring consistent nutrition for each fertilizer.
Screening, impurity removal and post-treatment: The mixed material enters the vibrating screen to remove unqualified particles such as oversized lumps and undersized fine powder, ensuring uniform particle size of the finished product. Some production lines will add coating equipment at this stage, which improves the anti caking performance of fertilizers by spraying coating agents (such as anti caking agents) and quickly drying them.
Automatic packaging and storage: Qualified materials are transported by conveyor to the automatic packaging machine, and accurately measured by electronic weighing devices (commonly 25kg and 50kg per bag). After filling, sewing/sealing, they are transported by conveyor equipment to the finished product warehouse for storage, achieving continuous production throughout the process.